




 致瑞新闻
致瑞新闻视觉检测中常见的几种打光方式
在机器视觉检测中,光源的选择与打光方式往往决定了项目的成败。同样是检测一个零件,用错光,它就是一团黑影;用对光,它便清晰可见。今天我们就来深入扒一扒机器视觉检测中五种常见打光方式的原理、适用场景,以及每种照明方式常用的光源类型,帮你快速找到“对的光”。
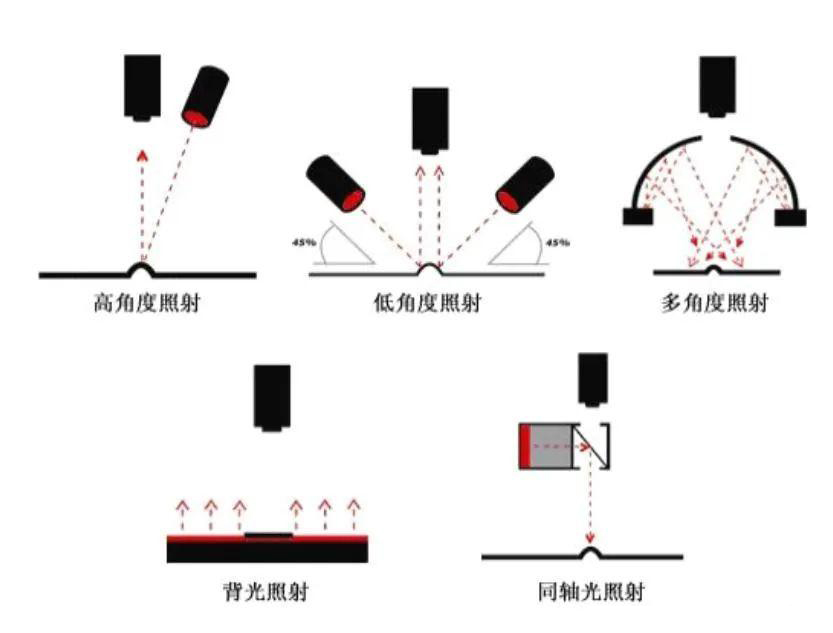
1. 高角度照明
原理简述:
光线以高角度(通常与物体表面呈45°以上,甚至接近垂直)照射被测物体。大部分光线经物体表面直接反射进入镜头,使平坦区域显得明亮,而凹凸或倾斜部分则因为光线反射偏离镜头而显得较暗。这种方式也叫明场照明。
常用光源:
环形光源(0度环光):提供均匀的高角度照明,特别适合字符识别、基板检测、外观有无检测等。
条形光源:可组合成任意角度,常用于大尺寸平面或需要定向照明的场合。
点光源:配合远心镜头使用,可产生高亮、集中的光斑,适用于小视野高精度检测。
典型应用:
l 印刷字符识别
l 电路板焊盘检测
l 平整表面的划痕或异物检测(如果瑕疵能引起漫反射,也会变暗)
2. 低角度照明
原理简述:
光线以近乎平行于被测表面的低角度(通常小于15°)掠过物体。光滑表面产生镜面反射,光线无法进入相机,呈现暗场背景;而划痕、凸起或凹陷等缺陷会改变光线方向,产生漫反射,使光线进入相机,呈现出明亮的线条。这就是暗场照明。
常用光源:
低角度环形光源:光线从四周低角度射向物体,均匀突出各个方向的缺陷。
线光源:与线阵相机配合,适合检测连续运动的带状材料(如薄膜、金属带)上的划痕。
点光源加柱面镜:可形成一条细长的光带,定向照亮特定区域的微细划痕。
典型应用:
l 金属、玻璃、塑料表面的划伤、压痕检测
l 透明薄膜或玻璃中的杂质、气泡检测
l 压印字符(如金属工件上的激光雕刻凹凸字符)的清晰成像
3. 背光照明
原理简述:
将光源放置于被测物体的正后方,相机拍摄物体的轮廓剪影。光线直接射入相机,物体遮挡部分形成黑色影像,背景明亮,产生极高对比度的图像。这种方式完全忽略表面特征,只提取外形信息。
常用光源:
背光源(面光源):由高密度LED阵列组成,发光均匀,是背光检测的主力。
平行背光源:配合远心镜头使用,可消除边缘的衍射效应,实现超高精度测量。
侧背光:将光源置于物体侧面,利用反射或透射,适用于透明物体的边缘检测。
典型应用:
l 精密尺寸测量(如齿轮、螺丝、电子元件的长宽、孔径等)
l 外形检测(如零件缺失、毛刺、通孔堵塞)
l 透明物体的杂质或气泡检测(利用透射原理)
4. 多角度照明(漫射照明)
原理简述:
光线通过球体内壁的漫反射涂层多次反射后,从各个角度均匀地照射在被测物体上。这相当于从无数个方向对物体进行照明,消除了单一方向光源造成的强烈反光和阴影,尤其适合拍摄曲面、高反光或复杂结构的物体。
常用光源:
穹顶光源(圆顶光源):呈半球形,内壁涂有高反射漫射涂层,光线均匀柔和。
碗状光源:类似穹顶,但底部开口更小,适合深腔物体的照明。
环形光源加漫射板:在普通环形光源前加装半透明漫射板,也能实现一定程度的漫射效果,但均匀性略逊于穹顶光源。
典型应用:
l 球形物体(如球轴承、玻璃球)的表面检测
l 高反光金属件(如手机外壳、精密模具)的外观检查
l 电路板上多种元件的全貌成像(消除元件间的阴影)
5. 同轴照明
原理简述:
通过内置的分光镜(半透半反镜)使光源路径与成像路径同轴。光线从侧面射向分光镜,反射后垂直照射物体,物体的反射光再次穿过分光镜进入相机。这样,光线以零角度垂直照射物体,镜面表面会呈现均匀明亮的背景,而任何凹凸、划痕或污染物都会因散射而变暗,形成高对比度图像。
常用光源:
同轴光源:专为同轴照明设计,内置分光镜和LED阵列,结构紧凑,均匀性好。
带同轴照明的远心镜头:镜头内部集成同轴照明模块,适合高精度测量。
点光源加半透半反镜:可自行搭建,但均匀性和稳定性不如专用同轴光源。
典型应用:
晶圆、硅片、液晶玻璃的表面瑕疵检测
高反光金属上的二维码、字符识别
镜面、抛光面的划痕和脏污检测
总结:如何选择对的“光”?
在实际项目中,选择打光方式可遵循“三步走”原则:
1. 明确检测目标:是看尺寸(选背光),还是看表面瑕疵(选低角度或同轴),或者是识别字符(选高角度或漫射)?
2. 分析材质特性:高反光材质优先考虑同轴或穹顶光源;粗糙表面用高角度即可;透明物体则背光或低角度更佳。
3. 实验验证角度:理论角度是起点,实际架设时微调几度,往往能获得意想不到的对比度提升。
光,是机器视觉的“灵魂”。掌握这五种打光方式,再配合恰当的光源类型,你也能轻松让“一坨黑影”变成“清晰可见”的完美图像。希望本文能为你提供实用的参考,如果你有具体的检测难题,欢迎随时交流探讨!




 QQ客服:3043595743
QQ客服:3043595743 微信:13361353066
微信:13361353066 电话:0535-2162897
电话:0535-2162897 邮箱:image@ytzrtx.com
邮箱:image@ytzrtx.com